产品和解决方案
为全球客户提供电池智能制造整体解决方案与服务
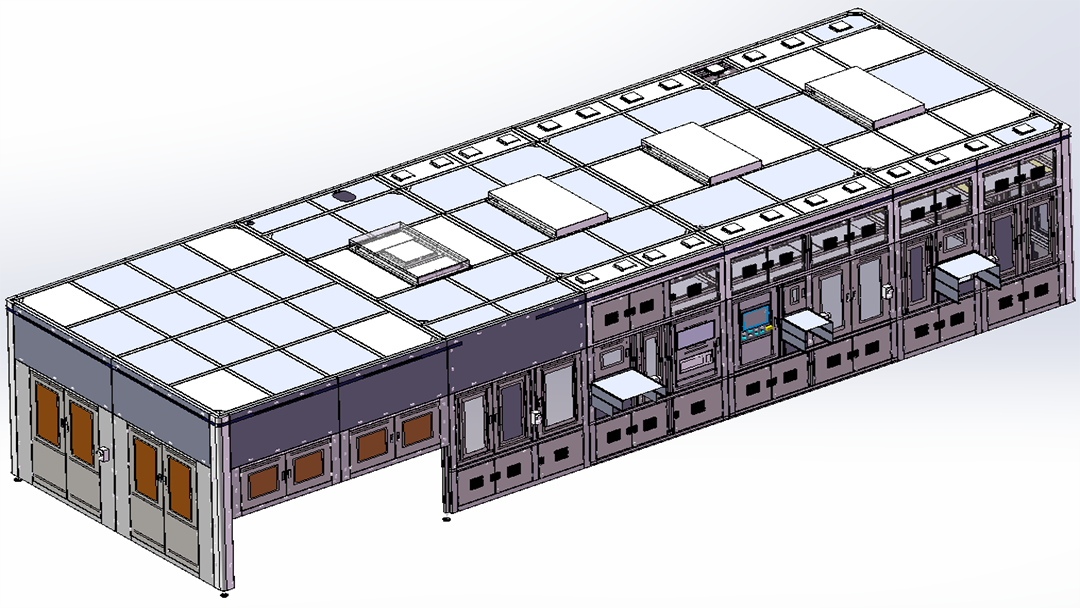
本要求适用于CL系列方形铝壳叠片电芯正极盖板压装&预点焊设备,具备电芯扫码、电芯上料、正极极耳折弯、电芯压装、焊缝检测、正极盖板预焊、焊后检测、电芯下料等功能。
◆设备最终优率:≥99.5%(来料不良除外);设备故障率:≤2%:设备产能:≥16PPM;
◆折弯要求:对正极极耳进行“z”字折弯处理,盖板与极组前后、左右位置居中对称,位置偏差≤0.2mm;折弯采用伺服控制,折弯过程伺服扭力监控,增加上、下压刀设计,保证最终极耳位置满足2字折弯效果,折弯后极耳无开裂、软连接位置无损伤;
◆压装要求:压力50-1000N可调,范围可设定,实时监控,预焊点位置设计独立压紧机构保证焊点位置间隙满足要求,与壳体间隙≤0.03m(人工塞尺检测,来料原 因除外);
◆预焊要求:预焊焊点尺寸:长度3mm*宽度1mm,共16个预焊点,长边各7个,短边各1个;焊点中心位置:对称布置;焊前检测配置轮廓仪检测台阶,台阶0.25mm;需要有角部直线检测,并检测每一个预焊点位置;检测间隙值≤0.06mm;
◆激光器:激光器、焊接头配置温度报警功能,设备内外部光纤移动过程中需要进行保护对缺水和导电率进行检测、报警提示,进出水配置水压、温度检测,信息连接至PLC,实现异常报警;进水配置过滤器,过滤精度暂定≥1500目;激光功率实时监控(显示峰值功率)激光焊接位置增加环境隔离设计,减少粉尘污染;
◆预焊后检测:对预焊后焊点的开裂情况、位置进行检测;CCD检测精度±0.15mm;检测要求漏杀率0%,过杀率≤1%;增加图片存储功能,保存原图和处理后图片(包含0K和NG图片),0K图片存储时间≥1个月,NG图片存储时间≥6个月;对预焊的每个点位置均需检测(长、短边均需检测);
版权所有 © 2024 深圳市大族锂电智能装备股份有限公司 | 粤ICP备2022101647号