产品和解决方案
为全球客户提供电池智能制造整体解决方案与服务
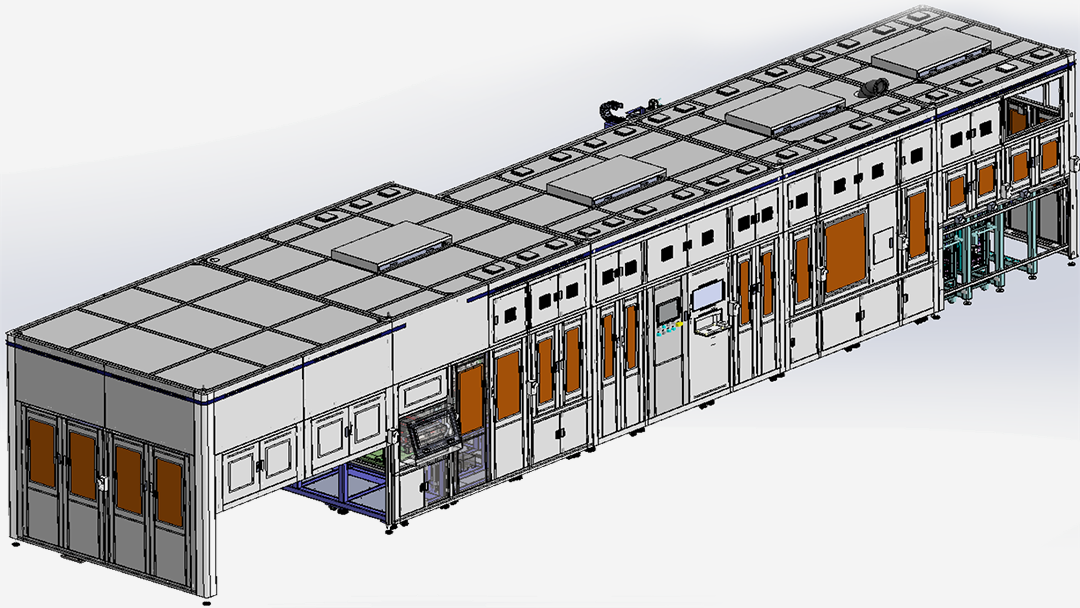
该设备适用于CL系列方形铝壳叠片电芯极耳与盖板的激光焊接,主要包含以下模块:顶盖上料、顶盖正负&放反防呆检测、顶盖刻码、明暗码识别、电芯扫码、电芯上料、极耳盖板焊接、焊印整形&除尘、焊印检测、焊印贴胶、焊印贴胶检测、电芯大面除尘、电芯大面CCD检测、二次Hi-pot测试、电芯下料、电芯NG缓存等。
◆设备最终优率:≥99.8%(来料不良除外);单工序DT≤2%;设备产能;≥16PPM;
◆激光刻码要求:带重码防呆,一次解码成功率大于99.99%,刻码等级满足B级以上,配置专有扫码枪对刻码效果进行确认,扫码枪具备明暗码识别功能。
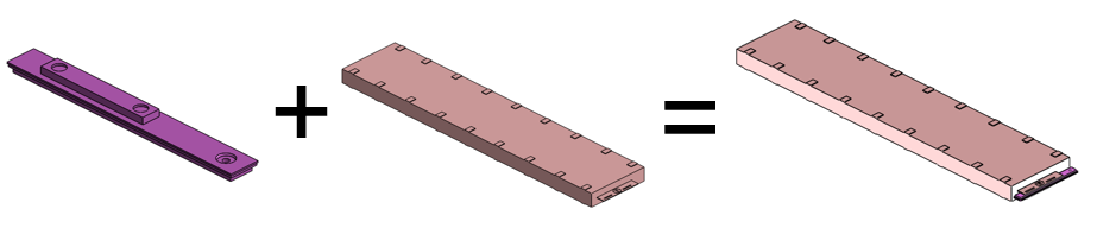
◆激光焊接要求:焊接有效面积≥75%;焊接拉力≥200N(平行拉力),断层小于30%,有效熔深:0.2-0.8mm;有效熔宽:≥2.0mm;离焦量控制综合精度≤±0.1mm,焊接时激光头抖动≤0.03mm。
◆焊印除尘及检测要求:对焊接后的氧化、虚焊、焊穿、爆点、焊缝长度、宽度、爆点等不良进行ccp检测确认。
◆焊印贴胶&检测要求:胶带尺寸:8*98mm;裁切长度偏差土0.5mm,胶带需实现快速更换要求更换时间≤2min,采用CCD检测贴胶位效果、位置、尺寸、漏贴等情况,检测精度:(按5个像素点):土0.15mm,漏杀率率0%,过杀率≤1%)
◆大面除尘与检测要求:对电芯进行整体负压除尘,包括电芯上下表面,风速≥25m/s,负压监控;对两个大面进行外观检测,检测≥0.2mm² 以上的金属异物、黑点和破损、隔膜翻折(露出极片)检测精度±0.15mm,漏杀率0%,过杀率、1%
◆Hi-pot检测:压力100-600kgf可调,压力控制精度±3%,脉冲测试方式,测试电压250V,压力设计700kgf,压力精度±3%,测试时间200-400ms可调,WD1≤5%,VD2≤10%(不含充、放电时间,充、放电时间按≤500ms设计)仪器量程可调,电压50-1000v可调;
版权所有 © 2024 深圳市大族锂电智能装备股份有限公司 | 粤ICP备2022101647号