产品和解决方案
为全球客户提供电池智能制造整体解决方案与服务
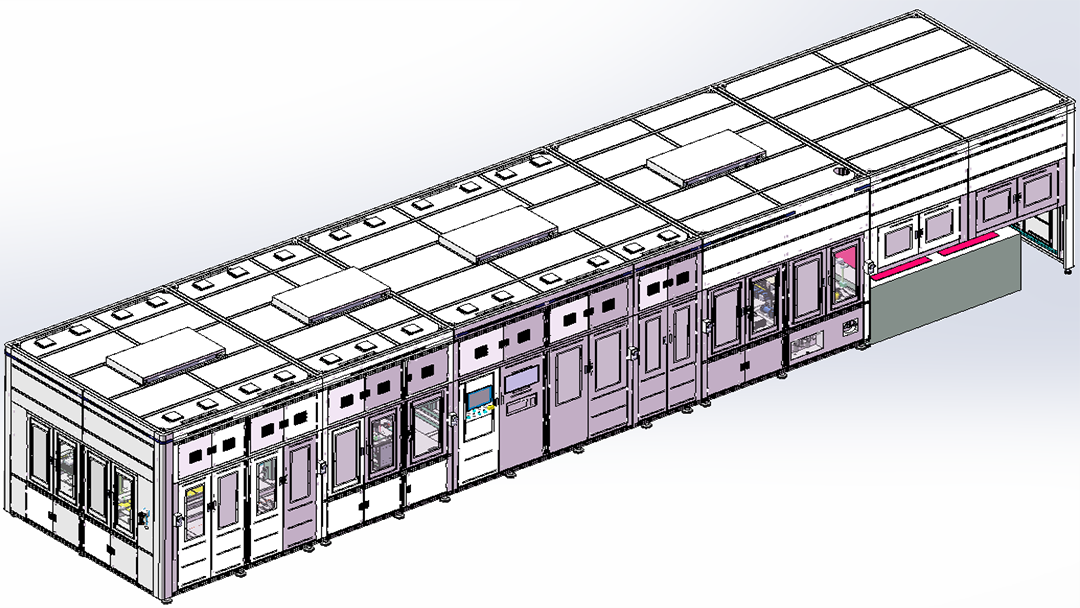
该设备主要用于本要求适用于CL系列方形铝壳叠片电芯包Mylar设备,功能主要包括:电芯扫码、电芯上料、负极极耳折弯、侧板上料、Mylar上料、侧板&Mylar热熔、正极端板上料、正极端板安装、底部Mylar热熔、翻膜、顶部Mylar热熔、侧边热熔、侧边贴胶、热熔CCD检测、贴胶检测、电芯旋转、NG缓存、电芯下料。
◆设备最终优率:≥99.5%(来料不良除外);故障率:≤2%;CMK:≥1.67(焊接拉力);设备产能:≥16PPM;
◆热熔要求:热熔点位置精度≤±0.3mm;加热头温度可调范围:常温至300℃;加热时间1-3s,时间可调;热熔压力:0.5±0.1Mpa,可调;焊印清晰,牢固,无虚焊,过熔,拉丝等异常,单个热熔点水平破坏拉力≥10N,有效热熔面积≥60%;热头采用分体式设计,无法做成分体式,可考虑2个热熔点单独控制;热熔头倒圆角处理、位置可调,每组加热头带温度控制,及温度检测反馈(采用内部控制器进行监控),两者之间超过±3℃温度偏差(可设置)需报警反馈,超过10℃温差(可设置)报警停机,热熔控制器数量≥1个;
◆贴胶要求:长边共计贴胶7道,要求包侧边Mylar时,侧板在最里面;电芯侧面热熔和贴胶过程中大面保持压紧;单道胶带换胶时间:≤2min;切刀寿命≥50万次,设备自动统计使用次数,具备切刀清洁、更换提醒功能;拉胶机构水平放置时需配置配重块,防止胶带回弹打皱;
◆热熔CCD检测:CCD相机500万像素,具备有料检测功能;对mylar膜热熔后的位置尺寸CCD检测,检测精度≤±0.15mm;对热熔点面积、数量、位置进行检测,包括上、下大面16个点;检测要求:漏杀率0%,过杀率≤1%;CCD四周增加防护板,控制光源发散刺眼CCD相机增加保护罩,如CCD相机镜头向上则增加镜片保护相机。
版权所有 © 2024 深圳市大族锂电智能装备股份有限公司 | 粤ICP备2022101647号